La fusione a schiuma persa (LFC), nota anche come fusione con motivo evaporativo, è un processo di fusione di precisione utilizzato per creare parti metalliche complesse con elevata precisione dimensionale ed eccellente finitura superficiale. Questa tecnica avanzata di fonderia è ampiamente utilizzata in vari settori, tra cui quello automobilistico, aerospaziale e dei macchinari pesanti, per produrre componenti quasi a forma di rete con requisiti minimi di post-elaborazione.
Il principio di base della fusione a schiuma persa
Il principio fondamentale di Fusione di schiuma persa ruota attorno all'uso di un modello usa e getta realizzato in schiuma, che viene sostituito da metallo fuso durante il processo di fusione. Un modello, tipicamente realizzato in polistirene espanso (EPS) o un polimero simile, viene creato nella forma esatta della parte finale desiderata. Questo modello viene rivestito con un rivestimento ceramico refrattario e poi posto in un pallone, che viene successivamente riempito con sabbia secca non legata. La sabbia viene compattata attorno al motivo, fornendo un supporto solido.
Il metallo fuso viene quindi versato direttamente nel modello di schiuma. Il calore del metallo fa sì che la schiuma vaporizzi e si decomponga all'istante, consentendo al metallo di riempire l'intera cavità rimasta, replicando con precisione la forma e i dettagli del motivo originale. I sottoprodotti gassosi della schiuma vengono evacuati attraverso il rivestimento ceramico permeabile e la sabbia.
Fasi chiave del processo di fusione della schiuma persa
-
Produzione di modelli: Il processo inizia con la creazione di un motivo in schiuma e del relativo sistema di controllo. Nella maggior parte dei casi, ciò avviene iniettando perle di polistirene espandibili in uno stampo di alluminio e utilizzando il vapore per fonderle insieme fino a ottenere la forma finale del modello. Per parti complesse, è possibile produrre più sezioni del modello e assemblarle in un cluster completo utilizzando adesivi specializzati.
-
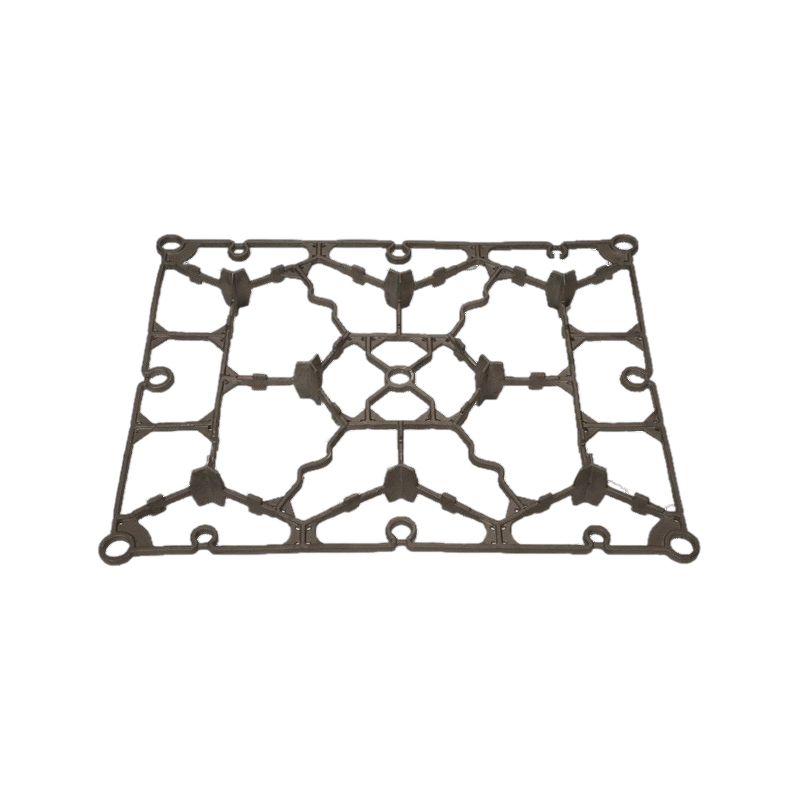
Assemblaggio del modello: I singoli modelli di schiuma sono fissati a un sistema centrale di canalizzazione della schiuma (sprue, guide e montanti) per formare un gruppo o un albero. Questo assemblaggio consente la produzione di più parti in un unico ciclo di fusione, migliorando l'efficienza.
-
Applicazione del rivestimento refrattario: Il gruppo di schiuma assemblato viene immerso in una sospensione di materiale ceramico refrattario. Questo rivestimento è fondamentale in quanto:
-
Fornisce una finitura superficiale liscia per la fusione finale.
-
Previene l'erosione della sabbia e la penetrazione del metallo durante la colata.
-
Permette ai prodotti gassosi della schiuma in decomposizione di fuoriuscire attraverso la sua permeabilità.
Il cluster rivestito viene quindi essiccato completamente in un ambiente controllato per ottenere la resistenza e la permeabilità adeguate.
-
-
Stampaggio (compattazione della sabbia): Il grappolo essiccato e rivestito viene posto capovolto in un pallone d'acciaio. La sabbia silicea secca e non legata viene quindi versata nel pallone attorno al modello. Il pallone viene fatto vibrare su un tavolo vibrante per garantire che la sabbia scorra in tutte le cavità e si accumuli densamente attorno al modello, fornendo un supporto strutturale cruciale durante il versamento del metallo.
-
Versando: Una volta compattata la sabbia, il metallo fuso viene versato da una siviera direttamente nella tazza di colata del sistema di colata della schiuma. Il metallo procede a riempire l'intera cavità, vaporizzando e sostituendo contemporaneamente il modello di schiuma. La velocità e la temperatura di versamento devono essere attentamente controllate per garantire che la schiuma si decomponga a una velocità ottimale senza causare difetti.
-
Raffreddamento e scuotimento: Una volta completata la colata, il metallo fuso viene lasciato solidificare e raffreddare all'interno dello stampo di sabbia. Il pallone viene quindi capovolto e la sabbia viene fatta vibrare lontano dal gruppo di colata metallica ormai solido. Grazie alla natura non legata della sabbia, questa si allontana facilmente dalla fusione e può essere raffreddata e riutilizzata per stampi successivi.
-
Finitura: La fase finale prevede la rimozione delle parti fuse dal sistema di colata utilizzando utensili da taglio come seghe a nastro o mole. Per ottenere le dimensioni finali specificate e la qualità della superficie, è possibile eseguire piccole operazioni di finitura, come la molatura leggera o la granigliatura.
Lost Foam Casting offre vantaggi significativi per la produzione di componenti complessi con passaggi interni, geometrie intricate e ridotte esigenze di lavorazione. Il suo successo dipende da un controllo meticoloso in ogni fase, dalla qualità del modello alla compattazione della sabbia e ai parametri di colata. Di conseguenza, la fusione a schiuma persa rimane un processo essenziale ed efficiente nella moderna lavorazione dei metalli.