I componenti centrifugati offrono costantemente proprietà meccaniche superiori, microstruttura più densa e durata operativa più lunga rispetto alle parti prodotte con metodi di fusione statica. Utilizzando una forza di rotazione controllata per distribuire il metallo fuso contro la parete dello stampo, il processo di fusione centrifuga elimina la porosità, il ritiro e i difetti di inclusione che affliggono le tradizionali fusioni in sabbia e per gravità. Dai tubi in pressione e camicie dei cilindri agli anelli aerospaziali e alle apparecchiature per processi chimici, le parti centrifugate sono il punto di riferimento per l'integrità strutturale nelle applicazioni più impegnative. Questa guida spiega esattamente come funziona il processo, dove eccelle e come determinare se è il metodo di produzione giusto per i tuoi componenti.
Cosa significa "colata centrifugamente"?
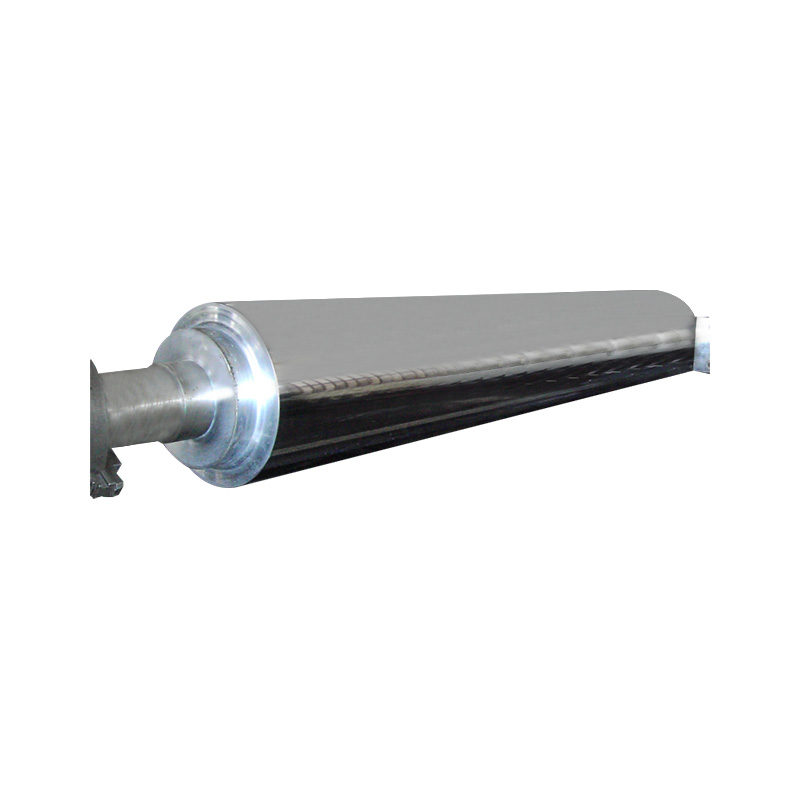
A colato centrifugamente La parte è prodotta versando il metallo fuso in uno stampo a rotazione rapida, dove la forza centrifuga, non la gravità, spinge il metallo verso l'esterno per formare una forma densa e uniforme contro la parete dello stampo. Il termine distingue questa classe di componenti da quelli prodotti con metodi di fusione statica come la fusione in sabbia, la fusione a cera persa o la pressofusione per gravità, in cui il metallo riempie una cavità stazionaria.
La velocità di rotazione dello stampo durante la colata è controllata con precisione e generalmente genera una forza centrifuga di Da 75 a 150 volte la forza di gravità (75-150 G) . Questa forza estrema compatta il metallo in via di solidificazione, spinge le impurità più leggere (scorie, ossidi, bolle di gas) verso il foro interno dove possono essere rimosse e produce una struttura a grana più fine e più direzionalmente allineata di quanto qualsiasi fusione statica possa ottenere.
Il processo è più comunemente applicato a geometrie cilindriche o tubolari (tubi, anelli, manicotti, rivestimenti e boccole), sebbene le varianti sagomate del processo possano produrre forme asimmetriche più complesse.
Come funziona il processo di fusione centrifuga passo dopo passo
Il processo di fusione centrifuga segue un flusso di lavoro sequenziato con precisione in cui la preparazione dello stampo, la velocità di colata, la velocità di rotazione e la velocità di raffreddamento sono tutte attentamente controllate per produrre parti prive di difetti. Ecco come procede un ciclo standard di colata centrifuga orizzontale:
- Passaggio 1: preparazione dello stampo: Uno stampo permanente in acciaio o grafite viene pulito, preriscaldato a 150–300°C e rivestito con un lavaggio refrattario per prevenire l'adesione del metallo e controllare la velocità di estrazione del calore.
- Passaggio 2: rotazione dello stampo: Solitamente lo stampo viene accelerato fino alla velocità di rotazione target 300–3.000 giri/min a seconda del diametro dello stampo e della densità della lega, prima dell'inizio della colata.
- Passaggio 3: colata di metallo: Il metallo fuso viene introdotto attraverso un beccuccio o una vasca di colata a una portata controllata mentre lo stampo gira. Il metallo viene immediatamente scagliato verso l'esterno contro la parete dello stampo grazie alla forza centrifuga.
- Passaggio 4: solidificazione: Il metallo si solidifica dall'esterno verso l'interno, con la densa parete esterna che si congela prima contro lo stampo freddo. Le impurità più leggere si segregano verso l'interno verso il foro e si solidificano per ultime.
- Fase 5 — Estrazione e ispezione: Una volta solidificato, il getto viene estratto, lasciato raffreddare e sottoposto a controllo dimensionale, test ad ultrasuoni ed esame superficiale prima della lavorazione.
- Passaggio 6: lavorazione: Il foro interno, che contiene lo strato di impurità segregato, viene rimosso, lasciando solo la struttura metallica esterna pulita e densa. Questo è un vantaggio fondamentale in termini di qualità: i difetti vengono eliminati sistematicamente, non nascosti.
Tre tipi di fusione centrifuga: vera, semi e centrifugata
Non tutte le parti colate centrifugamente utilizzano la stessa variante di processo: i tre tipi principali differiscono per orientamento dello stampo, capacità geometrica e grado in cui la forza centrifuga modella la parte finale.
1. Vera fusione centrifuga
L'asse dello stampo è allineato con l'asse del getto. La superficie interna del pezzo è formata interamente dalla forza centrifuga: non viene utilizzato alcun nucleo. Questo è il processo utilizzato per produrre tubi, cilindri, anelli e tubi . Lo stampo può essere orientato orizzontalmente (per cilindri lunghi) o verticalmente (per anelli corti e di grande diametro). Questa variante offre la massima densità e il vantaggio microstrutturale di tutti e tre i metodi.
2. Colata semicentrifuga
Lo stampo ruota attorno ad un asse verticale, ma per formare la geometria interna viene utilizzato un nucleo centrale. La forza centrifuga integra, anziché determinare esclusivamente, la distribuzione dei metalli. Questo metodo viene utilizzato per grezzi di ingranaggi, ruote, pulegge e componenti flangiati dove è richiesto un centro solido. Il processo offre una densità migliore rispetto alla fusione statica ma inferiore alla vera fusione centrifuga.
3. Centrifugazione (colata a pressione)
Molteplici cavità dello stampo sono disposte radialmente attorno ad un canale di colata centrale. L'intero gruppo ruota, utilizzando la pressione centrifuga per forzare il metallo in ciascuna cavità. Questa variante viene utilizzata per parti piccole, complesse e non simmetriche come componenti dentali, gioielli e piccole parti di precisione, dove gli obiettivi primari sono il miglioramento del riempimento e la riduzione della porosità. Il vantaggio centrifugo in questo caso è la completezza del riempimento piuttosto che il miglioramento della densità.
| Digitare | Orientamento dello stampo | Nucleo richiesto? | Parti tipiche | Vantaggio di densità |
| Vero centrifugo | Orizzontale o verticale | No | Tubi, cilindri, anelli | Massimo |
| Semicentrifugo | Verticale | Sì (nucleo centrale) | Grezzi per ingranaggi, ruote, flange | Alto |
| Centrifugazione | Verticale (radial cavities) | Sì (stampi sagomati) | Piccole parti di precisione | Moderato |
Tabella 1: Confronto delle tre varianti del processo di colata centrifuga in base all'orientamento, ai requisiti del nucleo, alla geometria della parte e al relativo vantaggio in termini di densità.
Perché le parti colate centrifugamente sono metallurgicamente superiori
I vantaggi metallurgici dei componenti colati mediante centrifugazione non sono marginali: sono misurabili, ripetibili e documentati in decenni di dati sui test sui materiali. Ecco cosa offre la fisica del processo:
Porosità prossima allo zero
Nelle fusioni statiche, bolle di gas e vuoti di ritiro rimangono intrappolati all'interno della massa in fase di solidificazione. Nelle parti colate centrifugamente, il campo di forza centrifuga (75–150 G) è molto più forte delle forze di galleggiamento che manterrebbero le bolle di gas in posizione, quindi le bolle migrano verso l'interno del foro e vengono eliminate attraverso la lavorazione. Test indipendenti rilevano regolarmente livelli di porosità inferiori allo 0,1% in componenti centrifugati, rispetto a Porosità 2–5%. in equivalenti colate in sabbia.
Solidificazione direzionale e struttura a grana fine
Il metallo si solidifica dalla parete esterna verso l'interno in una parte centrifugata. Questa solidificazione direzionale produce una struttura di grano colonnare allineata radialmente: la direzione più forte per le applicazioni contenenti pressione. Il risultato è un materiale che si comporta più vicino al metallo battuto (lavorato) che a una fusione convenzionale in termini di proprietà di trazione e fatica.
Vantaggi delle proprietà meccaniche
Rispetto agli equivalenti fusi in sabbia nella stessa lega, i componenti fusi mediante centrifugazione presentano tipicamente:
- Resistenza alla trazione maggiore del 10–20%.
- Carico di snervamento maggiore del 15–25%.
- Allungamento (duttilità) migliore del 20–30%
- Resistenza alla fatica notevolmente migliorata sotto carico ciclico
- Resistenza alla corrosione superiore grazie ad una microstruttura omogenea e priva di inclusioni
Separazione dell'inclusione
Scorie, ossidi e inclusioni non metalliche sono meno densi della matrice metallica fusa. Sotto la forza centrifuga, si segregano verso l'interno della superficie del foro, la stessa regione che viene successivamente rimossa. Ciò significa che la parete strutturale della parte finita lo è essenzialmente privo di inclusioni , un risultato che nessun metodo di casting statico può replicare in modo affidabile.
Colata centrifuga, fusione in sabbia e fusione a cera persa: un confronto diretto
Le parti fuse in centrifuga sono migliori in termini di proprietà meccaniche e solidità interna, mentre la fusione in sabbia vince in termini di flessibilità geometrica e la fusione a cera persa eccelle nei dettagli più fini: la scelta giusta dipende dai requisiti funzionali della parte.
| Criterio | Colata centrifuga | Colata di sabbia | Cast di investimento |
| Porosità interna | <0,1% (eccellente) | 2–5% (scarso) | 0,5–1% (buono) |
| Resistenza alla trazione | Altoest | Il più basso | Moderato–High |
| Complessità geometrica | Basso-Medio (cilindrico) | Molto alto | Molto alto |
| Finitura superficiale (come fusione) | Moderato (OD smooth) | Ruvido | Eccellente |
| Resa materiale | Alto (no risers/gates) | Basso (rifiuti del sistema di colata) | Moderato |
| Costo degli utensili | Moderato | Basso | Alto |
| Ideale per | Parti in pressione, camicie, anelli | Forme grandi e complesse | Piccole parti di precisione |
Tabella 2: Confronto testa a testa di parti colate in centrifuga, in sabbia e a cera persa in termini di porosità, resistenza, geometria, finitura superficiale, resa, costo degli utensili e idoneità all'applicazione.
Materiali comunemente prodotti come componenti colati centrifugamente
La fusione centrifuga è compatibile praticamente con ogni sistema di leghe fondibili ed è particolarmente efficace con materiali che beneficiano della solidificazione direzionale e di un basso contenuto di inclusioni. I materiali più comunemente colati mediante centrifuga includono:
- Ghisa grigia e duttile: Utilizzato per camicie di cilindri, tubi e componenti di macchine. La ghisa centrifugata presenta un allineamento delle scaglie di grafite che migliora la resistenza all'usura nelle applicazioni di rivestimento.
- Acciai al carbonio e bassolegati: Utilizzato per recipienti a pressione, apparecchiature per processi chimici e anelli strutturali. L'acciaio fuso in centrifuga raggiunge proprietà meccaniche quasi lavorate.
- Acciai inossidabili (serie 300 e 400): Utilizzato in applicazioni chimiche corrosive, di trasformazione alimentare e farmaceutiche. La microstruttura priva di inclusioni dell'acciaio inossidabile centrifugato migliora la resistenza alla corrosione interstiziale.
- Superleghe a base di nichel: Utilizzato per anelli aerospaziali, componenti di turbine a gas e apparecchiature di processo ad alta temperatura dove è richiesta una resistenza allo scorrimento viscoso superiore a 700°C.
- Leghe di rame (bronzo, ottone, gun metal): Utilizzato per boccole, cuscinetti, manicotti e componenti marini. Le fusioni centrifughe in bronzo presentano eccellenti caratteristiche di portanza e resistenza alla corrosione in acqua di mare.
- Leghe di alluminio: Utilizzato per applicazioni leggere nel settore aerospaziale, automobilistico e dei prodotti di consumo in cui sono richiesti componenti tubolari a parete sottile.
- Leghe di titanio: Utilizzato in applicazioni specializzate nel settore aerospaziale e degli impianti medici. La fusione centrifuga del titanio richiede la lavorazione sotto vuoto o in atmosfera inerte a causa dell'estrema reattività del metallo alle temperature di fusione.
Industrie che si affidano a componenti colati centrifugamente
Le parti fuse in centrifuga sono essenziali in ogni settore in cui i componenti cilindrici devono sostenere pressione, temperatura o stress meccanico a livelli che le fusioni statiche non possono supportare in modo affidabile.
Petrolio e gas e petrolchimico
Tubi, tubazioni e raccordi centrifugati costituiscono la spina dorsale dei sistemi di forni di raffineria, dei tubi di cracking catalitico e delle linee di flusso ad alta pressione. Tubi radianti e convettivi operanti a 900–1.100°C nei forni di raffineria sono quasi universalmente colati mediante centrifugazione in leghe resistenti al calore come l'acciaio inossidabile modificato HP o HK-40, materiali le cui prestazioni alla temperatura dipendono interamente dall'uniformità microstrutturale che solo la fusione centrifuga può fornire.
Generazione di energia
Gli involucri delle turbine a vapore, i manicotti dei rotori e i tubi delle caldaie nelle centrali termoelettriche vengono normalmente fusi mediante centrifugazione da leghe di cromo-molibdeno e acciaio inossidabile. La capacità di produrre cilindri a parete spessa con spessore costante è fondamentale per i componenti che operano a pressioni del vapore superiori a 300 bar .
Aerospaziale e Difesa
Gli anelli strutturali aerospaziali, le piste dei cuscinetti e le coperture delle turbine prodotti come componenti centrifugati devono soddisfare criteri di accettazione dei test non distruttivi (NDT) estremamente severi. La porosità prossima allo zero degli anelli in superlega di nichel centrifugati consente loro di passare ispezione con liquidi penetranti fluorescenti (FPI) e test ad ultrasuoni standard che eliminerebbero la maggior parte delle alternative cast statiche.
Attrezzature automobilistiche e pesanti
Le canne dei cilindri dei motori, i manicotti in ferro resistenti all'usura che formano la superficie del foro nei motori diesel e a benzina, sono tra i componenti centrifugati con il volume più elevato nella produzione globale. Ogni anno milioni di canne dei cilindri vengono colate mediante centrifuga perché il processo produce una microstruttura di grafite sulla superficie del foro che migliora la ritenzione dell'olio e la resistenza all'usura 30–50% rispetto alle alternative statiche fuse o lavorate.
Infrastrutture idriche e delle acque reflue
Le condutture idriche, i tubi a pressione e i raccordi in ghisa sferoidale vengono fusi mediante centrifugazione per le infrastrutture di approvvigionamento idrico municipale da oltre un secolo. Il tubo in ghisa sferoidale centrifugato è conforme agli standard internazionali come ISO 2531 e EN 545 , e la vita utile tipica nelle applicazioni interrate supera 100 anni .
Marino e offshore
I manicotti degli alberi dell'elica, i rivestimenti dei tubi di poppa e i corpi delle pompe dell'acqua di mare sono realizzati mediante fusione centrifuga in bronzo al nichel-alluminio o acciaio inossidabile duplex. La microstruttura omogenea elimina la corrosione in fase selettiva (dezincificazione, dealluminificazione) che colpisce le alternative colate staticamente nel servizio con acqua di mare.
Limitazioni della fusione centrifuga: quando scegliere un processo diverso
Nonostante i suoi vantaggi metallurgici, la fusione centrifuga non è la scelta giusta per ogni componente: vincoli geometrici e fattori economici fanno sì che alcune parti siano meglio servite da processi alternativi.
- Geometrie complesse asimmetriche: I componenti con flange, alette di montaggio, alette sottili o passaggi interni intricati non possono essere prodotti mediante vera fusione centrifuga. La fusione in sabbia o la fusione a cera persa sono più adatte.
- Lotti molto piccoli: L'impostazione dello stampo e la calibrazione del sistema rotazionale comportano costi fissi che rendono la colata centrifuga economicamente non ottimale per quantità inferiori a circa 10-20 pezzi in alcuni sistemi di leghe.
- Leghe con differenze di densità estreme tra le fasi: In alcune leghe multifase, la segregazione centrifuga può causare gradienti compositivi attraverso lo spessore della parete: uno svantaggio piuttosto che un vantaggio. Questo deve essere gestito attraverso la selezione delle leghe e il controllo del processo.
- Componenti asimmetrici molto grandi: I getti strutturali come blocchi motore, corpi di valvole o alloggiamenti di pompe vanno oltre l'involucro geometrico della fusione centrifuga. Questi sono meglio serviti dalla sabbia senza cottura o dalla fusione a cera persa.
Norma di controllo qualità per componenti colati centrifugamente
Le parti centrifugate destinate ad applicazioni critiche devono essere conformi a una serie rigorosa di standard di test sui materiali, dimensionali e non distruttivi. Gli standard chiave applicabili ai componenti centrifugati includono:
| Standard | Applicazione | Requisiti chiave |
| ASTM A48/A278 | Getti centrifughi in ghisa grigia | Resistenza a trazione, durezza, microstruttura |
| ASTM A532 | Ghisa resistente all'abrasione | Durezza, composizione, microstruttura |
| ISO 2531/EN 545 | Tubo dell'acqua in ferro duttile | Prova di pressione idrostatica, spessore della parete, rivestimento |
| ASTM A999/A530 | Tubo e tubo centrifugo in acciaio | Prova idrostatica, tolleranze dimensionali, CND |
| AME 2175 | Classificazione dei getti aerospaziali | Criteri di accettazione radiografici, FPI, ultrasonici |
Tabella 3: Principali standard di qualità e conformità applicabili ai componenti centrifugati in tutti i settori, tra cui infrastrutture idriche, tubi in acciaio, ghisa e aerospaziale.
Domande frequenti sulle parti fuse centrifugamente
D: Qual è la differenza tra colata centrifuga e colata centrifuga?
I termini sono spesso usati in modo intercambiabile nell'industria, ma tecnicamente "colato centrifugo" si riferisce alla vera fusione centrifuga in cui la forma della parte è formata direttamente dalla forza centrifuga (come nei tubi e nei cilindri), mentre "colata da centrifuga" o "centrifugato" si riferisce alla variante di colata a pressione in cui più cavità dello stampo sono disposte attorno a un asse centrale e la forza centrifuga migliora il riempimento e riduce la porosità nelle parti dalla forma complessa.
D: Quanto possono essere spesse le pareti colate in centrifuga?
Non esiste un limite massimo pratico sullo spessore delle pareti per i componenti centrifugati: i cilindri e gli anelli con pareti molto spesse rappresentano un punto di forza particolare del processo. Spessori delle pareti da Da 3 mm a oltre 200 mm sono stati prodotti con successo. Il processo è particolarmente vantaggioso per i recipienti a pressione a pareti spesse perché il modello di solidificazione dall'esterno all'interno garantisce che la parete esterna strutturalmente critica si solidifichi prima sotto pressione.
D: La fusione centrifuga può produrre componenti bimetallici?
SÌ. I componenti bimetallici colati mediante centrifugazione, in cui due leghe diverse vengono colate in sequenza per formare una parete composita, rappresentano un'applicazione commerciale significativa del processo. Un esempio comune è uno strato esterno di ferro duro resistente all'usura colato su uno strato interno di ferro duttile resistente per applicazioni come rivestimenti di mulini di macinazione e gusci di rulli. I due metalli si legano metallurgicamente all'interfaccia durante la solidificazione.
D: Come si confronta la fusione centrifuga con la forgiatura per componenti di anelli e cilindri?
La forgiatura produce le più elevate proprietà meccaniche possibili attraverso l'affinamento del grano indotto dalla deformazione, ma richiede stampi costosi, non può essere utilizzata per tutte le leghe ed è limitata nello spessore e nel diametro delle pareti. Anelli e cilindri ottenuti mediante fusione centrifuga 80–95% delle proprietà meccaniche di pezzi fucinati equivalenti a costi di produzione e attrezzatura significativamente inferiori e possono essere prodotti in diametri e spessori di parete laddove la forgiatura non è tecnicamente fattibile.
D: Quale tolleranza dello spessore della parete può essere ottenuta nelle parti colate centrifugamente?
La tolleranza dello spessore della parete come fusa per le parti colate centrifugamente è tipicamente ±3–5% dello spessore nominale della parete , a seconda della lega, della temperatura di colata e delle condizioni dello stampo. Dopo la lavorazione, tolleranze sullo spessore della parete finita ±0,1–0,5 mm vengono regolarmente raggiunti, soddisfacendo i requisiti della maggior parte delle tubazioni in pressione e degli standard meccanici.
D: Qual è il diametro e la lunghezza massimi ottenibili con la fusione centrifuga?
Le macchine di colata centrifuga orizzontali producono abitualmente tubi e cilindri fino a 2,5 metri di diametro e 8-10 metri di lunghezza . Le macchine verticali vengono utilizzate per anelli corti di grande diametro e possono accogliere diametri superiori 3 metri . Il limite superiore pratico è determinato dalla capacità della macchina e dalla capacità di movimentazione dello stampo piuttosto che dalla fisica del processo stesso.
Conclusione: quando specificare i componenti centrifugati
Specificate componenti centrifugati ogni volta che il vostro progetto richiede una geometria cilindrica, l'applicazione coinvolge pressione, temperatura, usura o corrosione e la durata di servizio o la sicurezza sono una preoccupazione primaria. Il processo non è il metodo di fusione più versatile – non può eguagliare la fusione in sabbia per complessità geometrica o la fusione a cera persa per i dettagli più fini – ma per la classe specifica di parti che produce, nessun altro processo di fusione si avvicina alla sua combinazione di integrità strutturale, efficienza dei materiali e consistenza dimensionale.
I dati non sono ambigui: porosità inferiore allo 0,1%, resistenza alla trazione del 10-20% superiore agli equivalenti del getto in sabbia, durata di servizio misurata in decenni anziché in anni. Sia che stiate specificando un tubo di forno per una raffineria, una camicia di cilindro per un motore diesel o un anello strutturale per un gruppo aerospaziale, la scelta di un colato centrifugamente Il componente è una scelta per una qualità metallurgica chiaramente superiore e la storia di oltre un secolo di utilizzo industriale conferma pienamente tale affermazione.