Per valutare la sua precisione, si deve prima capire il processo. Casting in schiuma persa Prevede la creazione di un modello da polistirene espanso (EPS) o schiuma di copolimero, che è una replica esatta della parte desiderata. Questo motivo è rivestito con una sospensione di ceramica refrattaria per formare un rivestimento permeabile e viene quindi posizionato in un pallone circondato da sabbia non ricoperta. Il metallo fuso viene versato nello stampo, vaporizzando il motivo della schiuma e sostituendo con precisione lo spazio del vuoto, catturando così ogni dettaglio del motivo originale.
Fattori chiave che influenzano la precisione dimensionale
La precisione del casting per la schiuma persa è governata da diversi fattori critici:
-
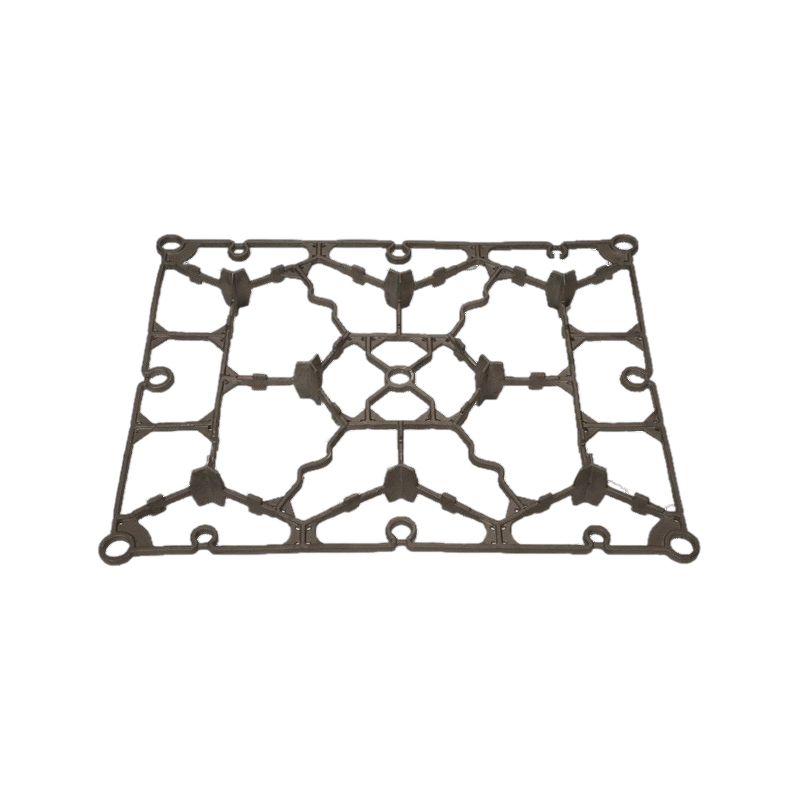
Qualità e precisione del modello: L'accuratezza dimensionale del casting finale è fondamentalmente limitata dalla precisione del modello di schiuma. I motivi sono in genere modellati in stampi in alluminio usando il vapore. La qualità di questi stampi, la dimensione del tallone in schiuma e il ciclo di stampaggio a vapore sono fondamentali. Un modello di alta qualità con linee di fusione di perline minime e dimensioni precise è il primo prerequisito per un casting preciso.
-
Assemblaggio e rivestimento del modello: Le parti complesse vengono assemblate incollando insieme più sezioni di schiuma. Il tipo di colla e l'abilità applicata durante l'assemblaggio influenzano l'integrità dimensionale. Successivamente, l'applicazione del rivestimento in ceramica è cruciale. Il rivestimento deve essere uniforme di spessore per prevenire spostamenti dimensionali. Un rivestimento troppo spesso può causare una penetrazione in metallo, mentre troppo sottile può portare al collasso della parete.
-
Espansione e deformazione del modello: Una considerazione significativa è l'espansione naturale e la contrazione del modello di schiuma stessa. Il modello può espandersi a causa del calore dal processo di rivestimento o dalla sabbia circostante. Al contrario, può ridursi nel tempo. Le moderne fonderie utilizzano modelli anziani e stabilizzati e controlli di processo per anticipare e compensare questi cambiamenti dimensionali, spesso costruendo indennità specifiche negli utensili.
-
Parametri di versamento e metallurgia: La velocità di versamento e la temperatura del metallo fuso sono strettamente controllati. Un versante troppo rapido può causare turbolenza o erosione del rivestimento, mentre il metallo troppo caldo può causare un degrado eccessivo di pattern ed evoluzione del gas, potenzialmente distorcendo la cavità dello stampo prima che venga riempito.
Quantificazione della precisione: tolleranze e finitura superficiale
Quando tutte le variabili di processo sono ben gestite, il casting di schiuma persa è in grado di contenere tolleranze dimensionali impressionanti. È comune ottenere tolleranze dimensionali lineari di ± 0,005 pollici per pollice (± 0,127 mm per 25,4 mm) . Per una parte da 10 pollici, questo si traduce in una tolleranza di ± 0,050 pollici. In molti casi, si possono svolgere più tolleranze più strette su dimensioni critiche attraverso il perfezionamento del processo.
Per quanto riguarda la finitura superficiale, il casting in schiuma persa in genere produce una finitura nella gamma di 125 a 250 microinchi (da 3,2 a 6,3 micrometri) RA . La finitura è direttamente influenzata dalla dimensione del tallone di schiuma; Le perle più piccole producono una superficie di fusione più fluida. Ciò elimina spesso o riduce in modo significativo la necessità di operazioni di lavorazione secondaria.
Vantaggi comparativi e limitazioni intrinseche
La precisione del casting per la schiuma perduta offre vantaggi distinti rispetto ad alcuni metodi tradizionali:
-
Complessità senza core: Permette passaggi e geometrie interne incredibilmente complessi che richiederebbero complessi e costosi gruppi di core nella fusione di sabbia. Ciò elimina il turno di core, una grande variabile che influisce sulla precisione dimensionale nei processi di fonderia convenzionale.
-
Consolidamento delle parti: Più componenti possono essere lanciati come una singola unità, eliminando i giunti di montaggio e migliorando la coerenza dimensionale generale.
Tuttavia, il processo ha limiti intrinseci. È generalmente meno preciso del casting di investimento per parti molto piccole e altamente dettagliate che richiedono tolleranze ultra-rigide. Inoltre, il costo iniziale degli strumenti di pattern può essere elevato, rendendolo più adatto per le corse di produzione a medio-alto volume in cui si realizza il beneficio per i costi per unità.
La precisione del casting per la schiuma persa non è assoluta ma è una funzione diretta del meticoloso controllo del processo. È un processo altamente capace per produrre getti complessi dimensionalmente accurati con eccellente qualità superficiale. La sua precisione lo rende una scelta preferita per industrie come automobili, pompe e valvole e macchinari pesanti per componenti come blocchi di motore, testate e collettori. Il raggiungimento di questa precisione richiede una profonda comprensione dell'interazione tra comportamento in schiuma, tecnologia di rivestimento e fattori metallurgici, sottolineando il suo status di sofisticata e preziosa tecnica di fusione moderna.